If you d like to learn more about ablative laser cutting check out this article on micron scale manufacturing.
Mild steel laser cutting speed chart.
Thickness mm ipg 1000w ipg 1500w ipg 2000w ipg 3000w ipg 4000w ipg 6000w ipg 8000w ipg 10000w ipg 12000w ipg 15000w.
Milling drilling reaming top.
In table 3 you will find a typical recommended cutting speed chart for drilling.
Chart 3 illustrates the different efficiencies for the various cutting lasers.
Table 3 recommended cutting speeds for drilling with high speed steel drills.
The differences in the operating cost are based on the maintenance and the efficiency of the style of laser being used.
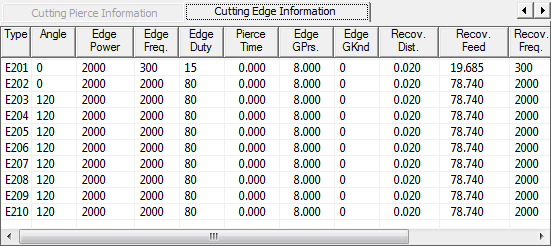
Factory cut chart settings.
We have compiled this guide for the laser system that we sell which gives you a good idea of all kinds of materials that a laser can mark engrave drill and cut from the commercially available options that we provide.
The two most common types of laser cutting machines are fiber laser and co 2.
The following data in the laser cutting thickness speed chart is for reference only.
These charts can be found in the machinery s handbook textbook or a chart given to you by your tool salesperson.
Factory cut chart settings the following show 12 6 and 3 2 mm 1 2 1 4 and 10ga mild steel cut with oxygen on a 2kw fiber laser and examples of the same part cut with 1 variable changed to show how it affected the cut quality.
Given its dominance in the sheet metal cutting industry this article focuses on laser fusion cutting.
This page gives cutting speeds for turning milling and drilling of several different materials.
Fiber laser cutting thickness speed chart.
Different fiber optics material quality gases optical lenses cutting patterns etc will affect the cutting speed and need to be adjusted according to site conditions.
Turning speeds are adjusted to the feed rate of the mini lathe 0 004 rev a depth of cut of 0 040 and a tool life of.
Milling drilling and reaming with these charts and cutting speed calculators.
So too can carbide and ceramic cutting tools achieve higher speeds regardless of the workpiece material than do ones made of high speed.
All cutting tools have a recommended cutting speed for any given material.
Below are examples of 12 6 and 3 2mm 1 2 1 4 and 10ga mild steel cut with oxygen on a 2kw fiber laser and examples of the same part cut with 1 variable changed to show how it affected the cut quality.
The final piece of the puzzle for laser processing is the cutting speed.
Recommended cutting speeds are given in charts.
Fiber lasers vs co 2.