Minimum Tension Control In Rolling Mill
Https Library E Abb Com Public 4cb4384eb21fc2738525761f004fc27b 1618 20speed 20cascade 20vp Pdf
Understanding Rolling Process In Long Product Rolling Mill Ispatguru
Metallurgy Of Rolling Mill Rolls Ispatguru

Nsk 6800 Bearings Nskbearing Nsk6800bearing Http Www Rollsbearing Com One Design Manufacturing The Originals

Hydraulic Power Pack For Coating Machine Power Pack Hydraulic Guide System
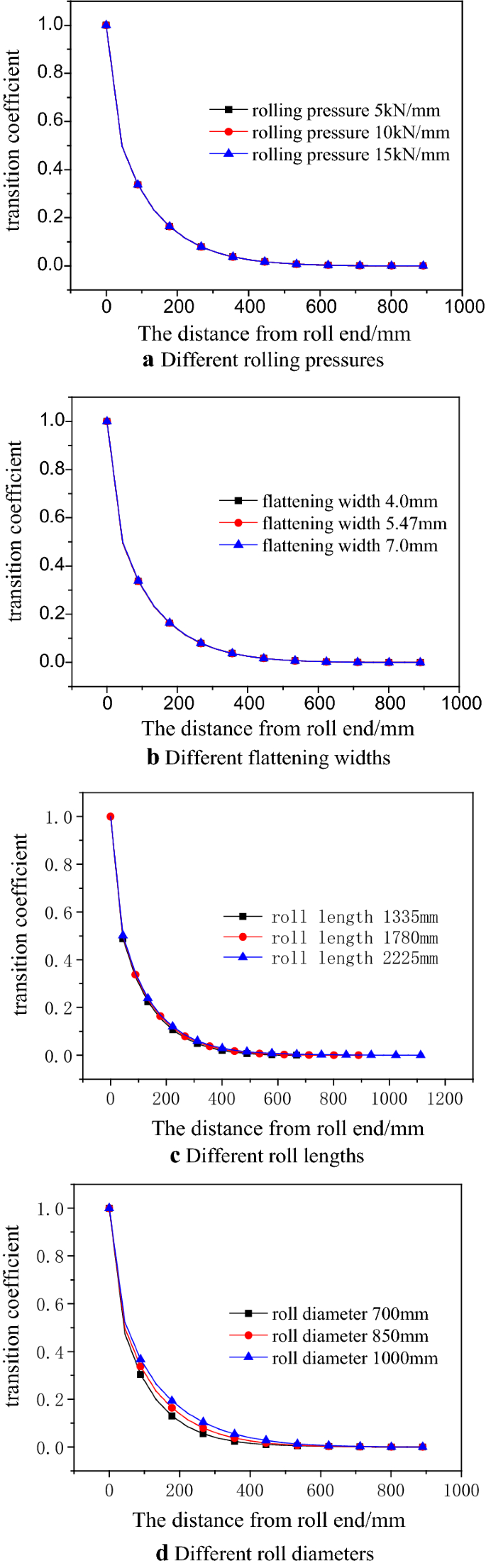
Modification Of Roll Flattening Analytical Model Based On The Plane Assumption Springerlink

This parameter directly related to rolling fundamentals simplifies the setup and operator control.
Minimum tension control in rolling mill.
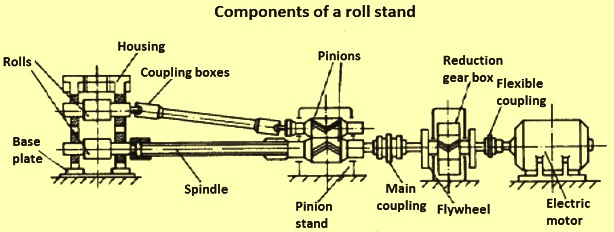
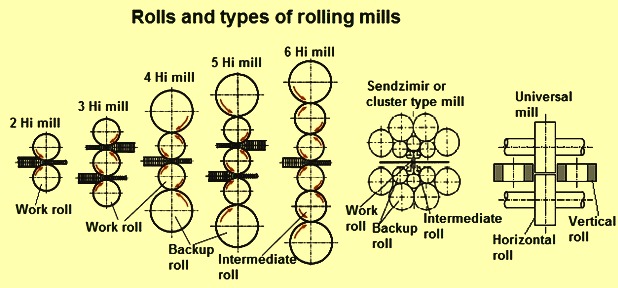
Rolling Mill And Its Technological Equipments Ispatguru
Https Dl Asminternational Org Handbooks Chapter Pdf 190585 A0006422 Pdf

Fab Shrinker Stretcher For Sale Shop Tools Paper Shop Free Classifieds Fabrication Tools Metal Fabrication Metal Forming

Pdf A Journey To Optimal Rolling Mill Design From Provided Product Mix
Source : pinterest.com
